


TGK 10 Fori profondi CNC Skiving & Rolling Machine
Carattere Machine
A serie TGK10 CNC Skiving & Rolling Machine Tool adopta u metudu di trasfurmazioni di u pezzu fissu è l'alimentazione rotativa di l'utillita.A machina strumentu pò rializà u prucessu di foratura, scraping è rolling di i buchi interni di i pezzi di travagliu, u modu di trasfurmazioni hè simplice, è i prudutti trasfurmati sò d'alta precisione.I vantaghji principali di sta macchina strumentu sò alta efficienza di trasfurmazioni, prestazione stabile, è l'efficienza hè da 5 à 10 volte di e machini tradiziunali di perforazione di fori profondi è macchine per affinà;u gradu di cuntrollu intelligenti hè altu, è u cuntrollu digitale è surviglianza di ogni cumanda azzione di u strumentu machine à sò sèmplice è còmuda.faciuli à upirari.

Parametri Machine
| NO | Articuli | Descrizzione |
| 1 | Trattamentu di a gamma di diametru internu | Φ35-100mm |
| 2 | Gamma di prufundità di prucessu | 1000 mm-12000 m |
| 3 | Larghezza di a guida di a macchina | 500 mm |
| 4 | Altezza di u centru di u fustu | 350 mm |
| 5 | Spindle Speed, Gradi | 5-1200 rpm, 4 marce, stepless |
| 6 | Motor principale | 45KW, servomotore AC |
| 7 | Gamma di velocità di alimentazione | 5-3000 mm/min (in continuu) |
| 8 | Carru Velocità di Muvimentu Rapidu | 6000 mm/min |
| 9 | Gamma di Clamping Fixture | Φ40-150mm |
| 10 | Alimentazione di u mutore | 40 N.m (servomotore Siemens AC) |
| 11 | Motori di u sistema di refrigerante | N=7.5kw 11kw 15kw |
| 13 | Pressione nominale di u sistema di refrigerante | 2,5 MPa |
| 14 | Flussu di u sistema di refrigerante | 237L/min、201L/min、153L/min (3 sets) |
| 15 | Pressione nominale di u sistema idraulicu | 7 MPa |
| 16 | Pressione d'aria | ≥0.4MPa |
| 17 | Sistema di cuntrollu: | Siemens 828D |
| 18 | Alimentazione elettrica | 380V.50 HZ, 3 Fase (Persunalizazioni) |
| 19 | Misura di a macchina | L*2400*2100* (L*W*H) |
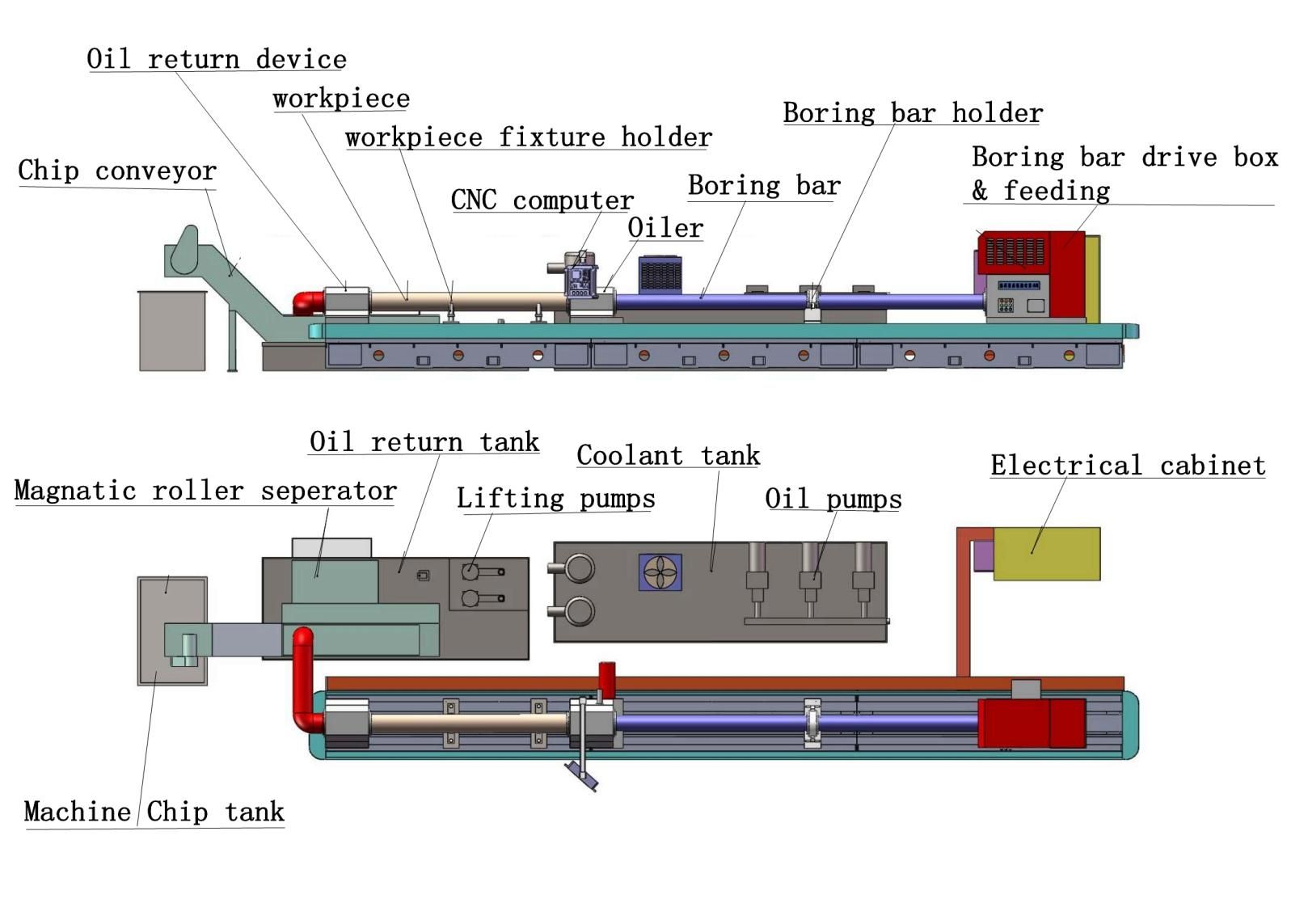
Parti impurtanti di a macchina

1. Machine Bed
U lettu adopta una doppia struttura di guida rettangulare piatta, è a larghezza di a guida hè di 500 mm.U corpu di u lettu hè u cumpunente di basa di a machina strumentu, è a so rigidità affetta direttamente a prestazione di travagliu è a precisione di travagliu di tutta a macchina.
2. Boring Rod Drive Box
A scatula di barra di foratura hè una struttura di casting integrale è hè stallata nantu à a tavola di alimentazione.A scelta di a velocità di rotazione pò esse determinata secondu fatturi cum'è u materiale di u travagliu, a durezza, u strumentu di taglio è a cundizione di rottura di chip.Sicondu à differente vitezza, si pò esse stabilitu à traversu a prugrammazione di u sistema di cuntrollu numericu, è i cuscinetti spindle sò impurtati da u Giappone cum'è NSK.A funzione principale di a scatula di bar boring hè di guidà l'utillita per girà



3. Oil Feeder & Oil Collector System
U ricevitore di l'oliu hè situatu à mezu à a macchina.E funzioni principali di a parte di riceve oliu sò: 1. Input coolant à u travagliu.2. U front end di l'oiler hè furnutu cù una manica di guida di l'uttellu nantu à a cima di u pezzu di u travagliu, chì pò rializà a guida di l'entrata durante u processu di scraper.U dispusitivu di ritornu oliu hè situatu à l 'estremità manca di a machina strumentu, chì pò spustà è esse fissu longu a direzzione assiali di u lettu.E funzioni principali di u dispusitivu di ritornu di l'oliu sò: A parte più bassa di u corpu di ritornu di l'oliu hè cunnessu cù l'asta di viti in forma di T in u mità di u lettu, è u muvimentu assiale rializeghja u pre-pusizioni di u travagliu durante u prucessu;Hè furnutu cù un servomotore jacking device (perchè u jacking adopta u servo più avanzatu U mutore jacking rimpiazza u metudu di jacking idraulicu, cusì chì l'ajustamentu di a forza di jacking realizà veramente u cuntrollu digitale. U gruixu di u muru è u diametru di u travagliu sò diffirenti. , è diverse forze di jacking sò scelte per prevene a deformazione di l'ugelli à u più grande.)
4. Machine Feed System
A coppia di viti à sfera d'alta precisione di Taiwan Shangyin hè stallata in a mità media è posteriore di a scanalatura di u corpu di a macchina, è ci hè una scatula di alimentazione à a fine, guidata da un servomotore AC 5.5KW, per realizà l'alimentazione di l'utensili. strumentu da u pallet di alimentazione (scatola di barra di foratura).A velocità di l'alimentazione pò esse aghjustata in modu graduale, è l'uttellu pò esse ritruvatu rapidamente.A mità frontale di a groove di u corpu di u lettu di a macchina hè dotata di una vite in forma di T è una scatula d'alimentazione, chì sò aduprate per alimentà u dispusitivu di ritornu d'oliu, aghjustendu a pusizione di u travagliu è clamping.Tuttu u sistema di alimentazione hà i vantaghji di una alta precisione, una bona rigidità, un muvimentu liscia è una bona ritenzione di precisione.


5. Boring Bar Support System
A manica di supportu di a barra di foratura hè fissata nantu à u corpu di u supportu cù viti, è hè rimpiazzata inseme cù a barra di foratura, chì hè cunvenuta è rapida per rimpiazzà diverse barre di foratura.Ghjoca principarmenti u rolu di sustene a barra di foratura, cuntrullà a direzzione di muvimentu di a barra di foratura, è assorbendu a vibrazione di a barra di foratura.Manica di supportu internu cù funzione di rotazione
6. Workpiece Fixture Support System
Equipatu di dui set di supporti di bloccu in forma di V per sustene a pezza.L'elevazione di viti è noci pò esse aghjustate arbitrariamente secondu diversi diametri di pezzi.Ghjoca principarmenti u rolu di a pezza di u travagliu è l'aghjustamentu, è a pusizione di u foru.

7. Sistema idraulicu
A machina strumentu hè dotatu di un sistema idraulici spiciali, chì veni usatu pi cuntrullà l 'espansione è cuntrazzioni di u strumentu idraulici è u shifting autumàticu idraulici di a scatula baring baring à compie u sistema di cuntrollu di l 'azzioni rolling.A pressione nominale hè 7Mpa.I cumpunenti principali sò i prudutti di a serie di ricerca d'oliu impurtati.

8. Sistema di filtru di Coolant
Sistema di rimozione di chip di rinfrescante è sistema di filtrazione: situatu principarmenti à a parte posteriore di a machina strumentu, dopu a filtrazione per una macchina automatica di rimozione di chip (filtru grossu) → filtru d'oliu di primu livellu → filtru d'oliu di secondu livellu è filtrazione di terzu livellu dopu a sedimentazione è filtrazione.
9.Sistema Elettricu
Hè custituitu da scatula di cuntrollu principale, scatula di operazione, scatula terminale è cavi.I principali cumpunenti elettrici sò a marca Schneider.Per scatula di cuntrollu elettricu (raffreddamentu di l'aria condizionata).A parte principale di cablaggio adopta una struttura di plug aviation.I cavi adoptanu u standard naziunale, è i cavi di corrente debule adoptanu i cavi schermati.U cablaggio hè dispostu in stretta cunfurmità cù l'isolamentu elettricu forte è debule.

| NO | Articuli | Marchi | NO | Articuli | Marchi |
| 1 | Corpu di metallu di a macchina | Fattu da sè stessu | 2 | Scatola d'azionamentu di barra di foratura | Fattu da sè stessu |
| 3 | pannellu di supportu | Fattu da sè stessu | 4 | Cuscinettu di fustu | Giappone NSK |
| 5 | Altri orsi | Boni marche | 6 | Vite à sfera | Marca Taiwan |
| 7 | Elementi elettrici principali | schneider o siemens | 8 | Mutore di fustu | marca China |
| 9 | Alimentazione servomotore | Siemens | 10 | Feed servo driver | Siemens |
| 11 | sistema CNC | Siemens | 12 | Elementi pneumatici | Giappone SMC |
10.CNC Control System
A machina strumentu hè dotata di u sistema CNC SIMENS828D, è a pressione di u coolant hè indicata da strumenti.U mutore di l'alimentazione hè un servomotore, è u mutore di scatula di bar boring hè impurtatu.Alimentazione manuale, funzione di autodiagnosi.Status Display, Diverse funzioni cum'è a visualizazione di a pusizione attuale, a visualizazione di u prugramma, a visualizazione di paràmetri, a visualizazione di alarme, a cunversione di display multilingue, etc.





